
在全球能源转型与“双碳”战略目标驱动下,我国太阳能、风能等可再生能源装机规模持续扩大。然而,可再生能源具有随机性、间歇性与波动性,其规模化并网将对电网稳定性造成冲击。
储能技术作为平衡源网荷储的关键环节,可在电能过剩时存储、短缺时释放,有效平抑供需波动,提升可再生能源利用质量。
在众多储能技术中,锌铁液流电池凭借本征安全、成本低廉、无污染、循环寿命长以及功率与容量解耦等优势,成为液流电池领域的重要技术方向。其电堆作为核心部件,是电化学反应发生与能量转换的关键场所,生产质量与效率直接决定电池性能与成本。
传统电堆生产多依赖人工操作,存在效率低、一致性差、成本高、柔性不足等问题,难以满足快速增长的市场需求。
锌铁液流电池示意图
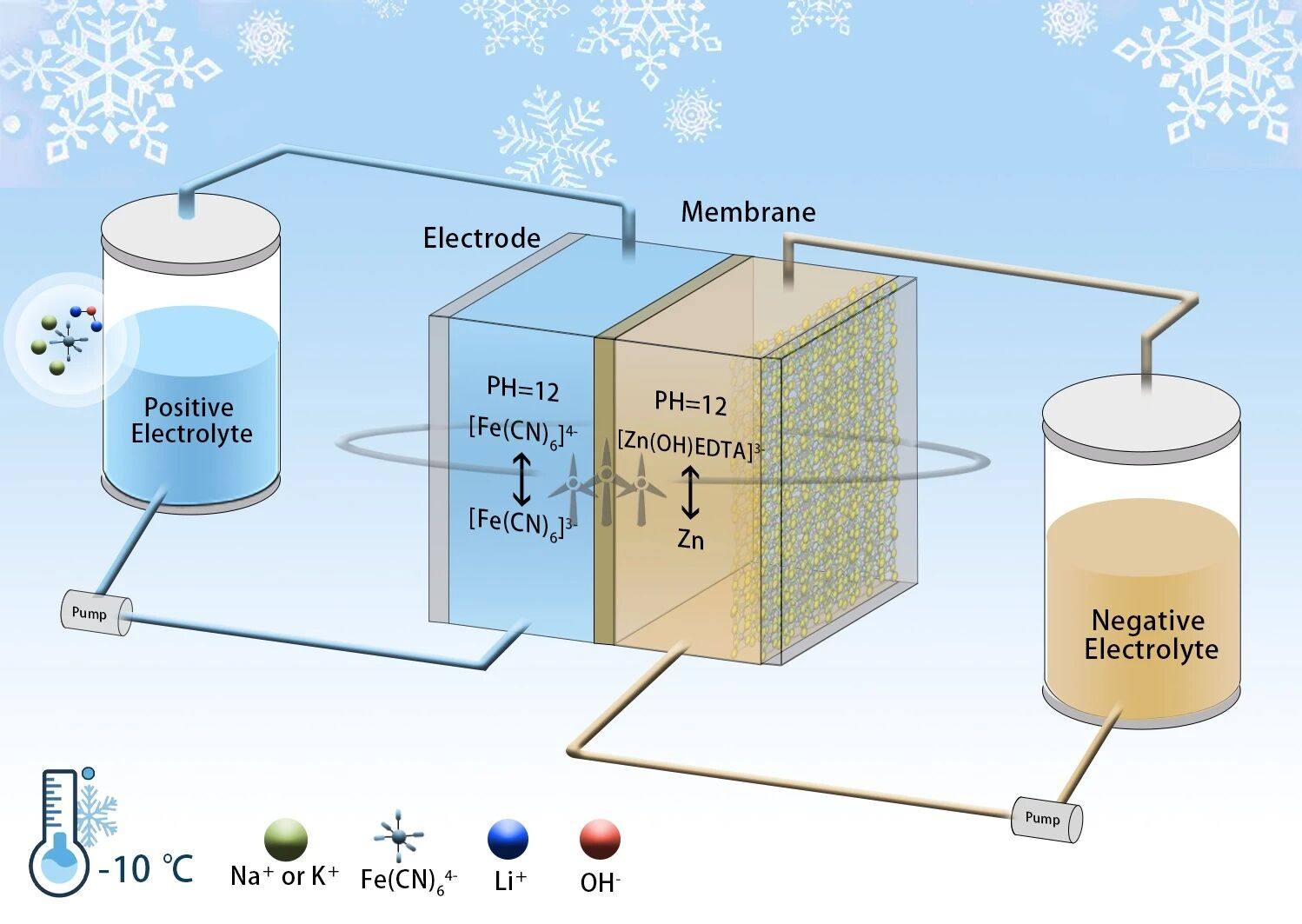
图源中科院大连物化所
本文以锌铁液流电池生产为例,研究多机器人协作技术在锌铁液流电池电堆生产中的应用,有助于提高锌铁液流电池的生产水平(自动化、智能化、高效化)和市场竞争力,有利于推动锌铁液流电池储能技术的发展,为大规模储能系统的建设和应用提供支持。
1 多机器人协作技术的研究设计要点
1.1 系统架构设计
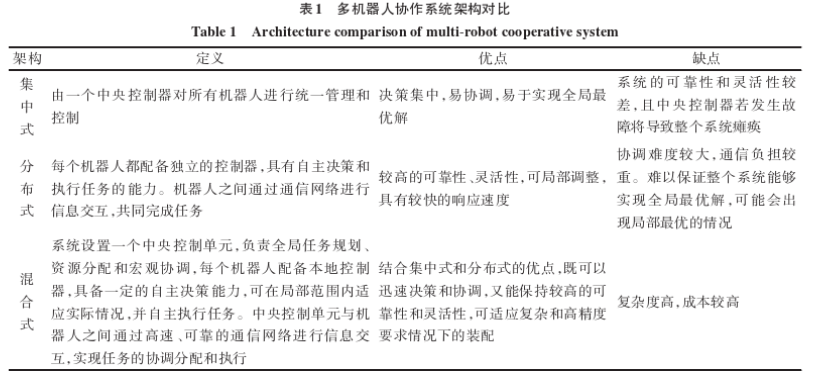
多机器人协作的系统架构是实现多机器人协同工作的基础,从根本上决定了机器人之间的信息交互方式、控制关系及系统的整体性能。目前,多机器人协作系统主要采用集中式、分布式和混合式三种架构,其各有特点和适用场景如表1。
锌铁液流电池电堆生产需与半成品零部件分装线、立库、自动导引车(AGV)等互联互通,电池堆叠工作站需与电堆总装主线和制造执行系统(MES)实现协同控制。
1.2 任务分配与调度
面对锌铁液流电池电堆生产中的复杂任务需求,需研究高效的任务分配与调度算法。
- 在任务分配方面,需结合电堆生产任务特点,如安装层次、零部件数量及料架形式、机器人工作能力、任务时间约束等因素,基于匈牙利算法,构建任务分配模型。
- 在任务调度方面,需考虑机器人之间的协作关系与资源冲突,利用基于时间窗的调度算法,合理安排机器人的任务执行顺序和时间,避免机器人之间发生碰撞,确保生产过程安全、高效、有序。
1.3 路径规划与避障技术
为确保机器人能够安全、高效地完成任务并避免运动干涉,需研究机器人路径规划与避障技术。应基于工序要求,合理规划各机器人的动作序列,可利用机器人厂商提供的虚拟仿真技术(3DE离线编程)对各机器人的轨迹位姿进行提前编程和精细确定,使机器人能够在工序作业时有效规避障碍物并沿着最优路径移动 。
随着人工智能(AI)在智能制造领域的深入应用,应加强AI智能算法在路径规划中的融合应用。同时融合应用传感器技术,通过视觉传感器、激光传感器等采集环境数据并进行分析处理,进一步提高。
1.4 感知与定位技术
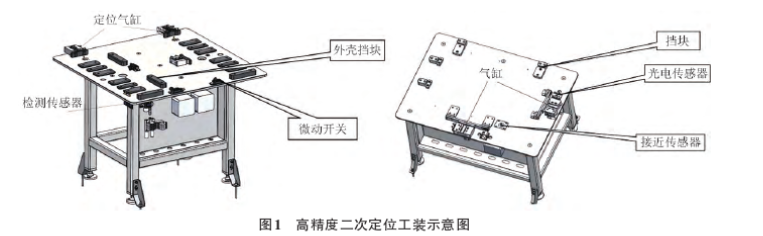
感知与定位技术的融合是充分发挥多机器人协作技术作用的关键因素。通过数据融合算法,可对激光传感器、视觉传感器、惯性导航及高精度二次定位工装等的数据进行综合处理,充分发挥各自优势,实现全局把控,弥补单一传感器或工装的不足。
1.5 通信与协调控制
构建稳定可靠的通信网络是实现多机器人协作的另一关键因素。应开发基于5G技术的专用通信协议,提升机器人之间以及机器人与中央控制单元间通信的速度、准确性和稳定性。采用事件触发通信机制,可消除系统冗余通信,减少或过滤不必要的通信量,提升传输效率。
在协调控制方面,采用分布式一致性算法实现机器人之间的状态同步与信息共享,使各机器人实时掌握其他机器人的工作状态和任务进度,从而更好地协调各自动作。
1.6 标定与校准机制建立
多机器人系统的标定与校准旨在建立多机器人之间位姿误差的系统性补偿方法,通过构建全局坐标系与局部坐标系的动态映射关系,实现多机器人末端执行器在时空上的高精度对齐。
-
首先,基于常规机器人标定方法与多传感器时空同步技术,结合激光跟踪仪等高精度测量设备,建立机器人基坐标系与世界坐标系的统一转换模型。
-
其次,开发基于误差传递理论的动态补偿算法,实时修正机器人运动学参数误差、机械形变及温度漂移等因素对定位精度的影响。
- 最后,设计在线自校准策略,通过视觉反馈闭环控制实现多机器人位姿的自适应调整。
2 电堆组装工艺特点与要求
电堆组装是将各个电堆零部件按照特定的结构和顺序进行组合的过程,是电堆生产的核心环节,具有零件尺寸大、装配精度要求高、产品洁净生产的特点,主流的装配工艺流程如图2所示。
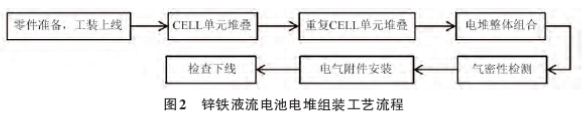
(1)完成电堆所需的零部件准备和料架的放置,并预置电堆安装工装托盘。
(2)将正极板框、正极、离子交换膜和负极、负极板框等依次叠加在工装托盘上,形成一个基本的电池电芯(CELL)单元。
(3)重复进行工艺步骤(2)。离子交换膜需要放置在正极和负极之间,要确保膜的位置准确,起到良好的分隔作用。在堆叠过程中,要注意各部件之间的对齐和紧密接触,避免产生间隙或错位,从而影响电堆的性能。多个电池CELL单元通过串联方式组合,形成电堆的主体结构,也可以将电池CELL单元预装成半成品部件。
(4)在电堆整体组合过程中,使用螺栓、弹簧、垫片等将各单元连接,确保电堆的结构稳定性。同时,需要安装流道系统(流道板、管道等部件)、集流板、端板、垫板等部件。集流板用于收集和传导电流,端板用于保护电堆内部结构和提供外部连接接口 。
(5)电堆整体安装完成后,需要进行气密性检测。
(6)合格后,安装相关附属电气部件。
(7)电堆组装完成后,需进行全面的质量检测后下线,确保其符合设计要求和使用标准。在电堆组装过程中,需严格遵循工艺流程和操作规范,确保组装质量。
质量检测主要包括外观检查、装配尺寸测量、密封性检测和扭矩校验等。
-
外观检查主要关注电堆表面是否存在划痕、裂纹、变形、错装或漏装等缺陷;
-
装配尺寸需采用专用量具对电堆关键尺寸进行测量,确保其符合设计图纸要求;
-
密封性检测通过向电堆内充入一定压力的气体介质,检查是否有泄漏现象,保证电堆的密封性能良好。
-
对于质量检测不合格的电堆,需进行根本原因分析并通过修复或重新组装等方式满足质量要求。

电堆智能产线堆垛工作站。纬景储能/供图
3 具体应用案例成果分析
以某锌铁液流电池企业的电堆生产线为例(图4),通过多机器人协作技术的深度应用,实现了电堆堆叠和紧固工序的全自动化生产,整线自动化率达到95%。
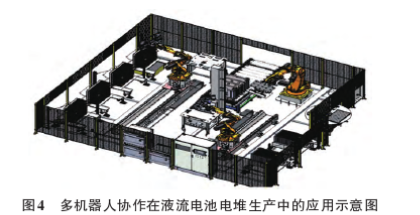
电堆堆叠工序采用3台机器人协同完成。搬运机器人基于高精度的视觉识别和路径规划技术,快速准确地将各种电堆组件(如电极板、板框、离子膜等)搬运至二次定位台。堆叠机器人则根据电堆的设计要求和装配工艺,
在视觉系统的引导下将搬运来的二次定位组件按照顺序进行精确堆叠。通过高精度的定位系统和二次定位工装的物理校准,确保每个组件之间的对齐精度,保证电堆内部结构的准确性和稳定性。同时,堆叠机器人与搬运机器人通过实时通信协同作业,确保搬运和堆叠节拍的精准匹配。
电堆紧固工序中,2台搭载智能拧紧枪的机器人在视觉系统的引导下,准确识别多处的螺杆和螺栓位置,进行3次顺序拧紧。智能拧紧枪实时监测扭矩、位移等状态参数,确保每个连接件的紧固度符合工艺要求(偏差不超过5%),并将所有数据记录上传至MES,实现全过程质量追溯。
通过多机器人协作技术在电堆装配环节的应用,单台电堆生产节拍缩短至20 min(原人工双人作业模式耗时约8 h),装配效率提升约 24倍,电堆下线合格率≥99%。该技术推动了液流电池从兆瓦级向吉瓦级产能的跨越,开启了大规模产业化之路,引领行业发展。
4 总结与展望
多机器人协作技术在锌铁液流电池电堆生产中具有重要应用价值。结合电堆工艺特点,研究明确了其应用方法,并通过具体案例验证了技术成效:实施后可缩短生产周期、降低成本,并提升装配精度、质量与一致性,进而增强电池的性能与可靠性。该技术方案具备向其他液流电池及燃料电池推广的潜力。
当前,机器人间的协同精度仍需进一步提升以满足更高装配要求。未来,应积极推进其与物联网、大数据、云计算、人工智能等技术的融合,持续释放技术效能。随着多机器人协作技术在电堆生产中的深化应用,将为锌铁液流电池产业发展提供强劲动力,助力其在全球能源转型中发挥更大作用。
文章节选自电池:吴涛,.多机器人协作技术在锌铁液流电池电堆生产中的研究与应用【J】.电池工业,2025,(05):382-388.


|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
报名方式一:请加微信并发名片报名


https://www.aibang360.com/m/100301?ref=172672
